|
||||||||||||||||||||||||||||||
近年來,天然氣的不斷開采和利用使得天然氣工業得到了迅速發展,特別是隨著西氣東輸工程的實施,天然氣在城市燃氣中所占比例將越來越大;然而,燃氣輸配也限制著城市燃氣工業的迅速發展;城市燃氣管道有鋼管、鑄鐵管等多種。但隨著時間的推移,金屬管材耐腐蝕性差,成本高,運輸安裝不便的缺點逐漸顯露出來,尤其在地震烈度較高,屬濕陷性地區,管線腐蝕更快,并且可能產生斷裂及大量泄漏而引起燃氣漏氣、著火、爆炸等事故,于是人們把眼光投向了塑料PE管材。
一、PE 燃氣管的現狀
PE燃氣管在國外已有幾十年的使用歷史,而國內從20世紀80年代初開始聚乙烯(PE)燃氣管的研究,經過近20年的發展,積累了許多生產、設計、施工、驗收和運行等方面的經驗,有關國家標準GB15558.1-2003、GB15558.2-2005已出臺,在一些管網中鍍鋅鋼管、鑄鐵管將逐步被PE管所替代。隨著成品工藝的不斷改進,PE管的質量又有很大的提高,成為國家有關部門推廣使用的新型管材。
二、PE 燃氣管的特性
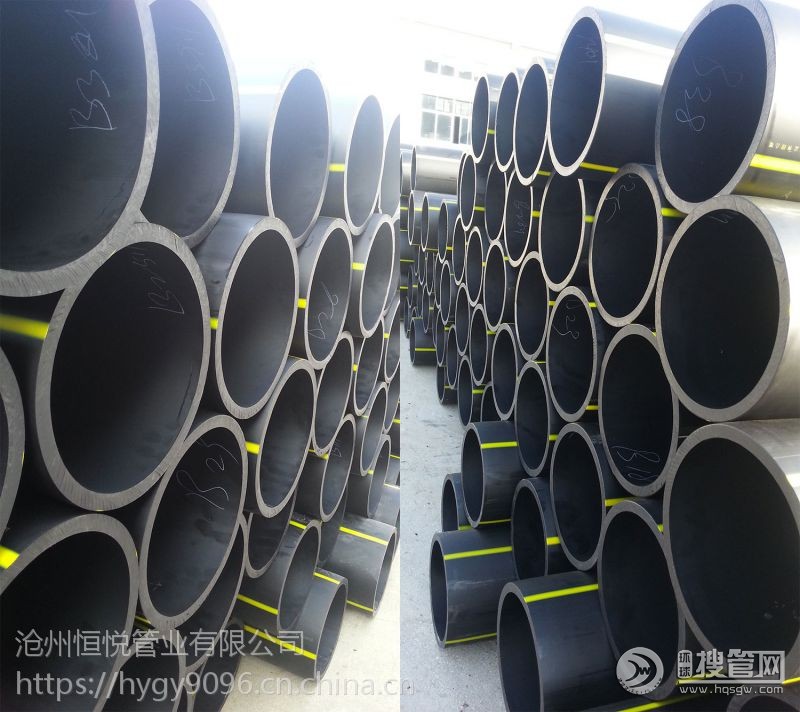
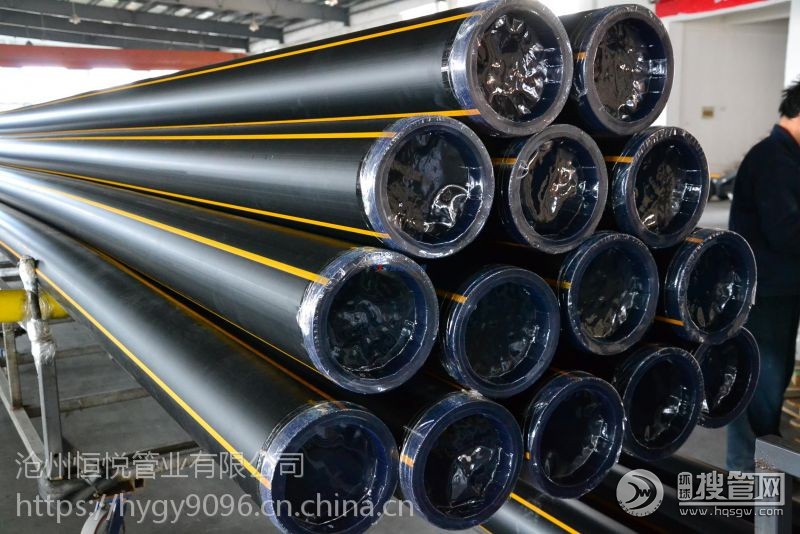
PE燃氣管以混配料為原料經過加熱擠出,注塑而成。加入抗氧化劑和紫外線吸收劑是為了提高PE管的抗老化性能;加入著色劑(禁止使用白加黑)是為了把管材、管件制成特定的顏色,便于區別其他管材。PE管材的特點有使用壽命長、衛生性能良好、耐腐蝕性良好、高韌性、加工成型方便,安裝簡單,成本低。
三、PE 燃氣管連接的原理
PE管的連接包括電熔和熱熔,即熔連接是PE管道最主要的連接方法,也是PE管的主要優勢;熔接是一種接頭與管材一體化的連接方法,具有優異的永9密封性。
PE管屬于部分結晶性的熱塑性塑料,PE管焊接主要是利用熱塑性塑料隨溫度變化而呈現出不同的物態變化。
PE管焊接的必要條件。
1、導致PE管塑料熔融流動的溫度。
2、焊接時加熱板表面壓力、管道表面間壓力以及焊接時作用在兩個焊接面的壓力。
3、壓力及溫度的作用時間。
四、PE 燃氣管的焊接工藝
與焊接直接相關的參數有3個,即時間、溫度、壓力。
1、壓力包括加熱壓力和焊接壓力。加熱壓力在加熱階段,加熱板表面的壓力P1與管道表面間的壓力P2;P1的作用是迫使管端面加熱卷邊,湯平因切削而留下的細小不平;P2是保證被加熱的兩管端面緊密貼合的最小壓力,一般在作用過程中采用零壓力。焊接壓力P3,是焊接時作用兩個焊接面上的壓力。
2、時間包括加熱時間、切換時間、壓焊時間。加熱時間在加熱壓力P1作用下,塑料表面被加熱的時間t1和吸熱壓力P2作用下塑料被加熱的時間t2。切換時間是指加壓結束至壓焊開始的一段時間t3,包括管道與被加熱板分開的時間,加熱板移出的時間和管道相互靠攏的時間,該時間要求盡量短。壓焊時間是指保持焊接壓力的時間t4。
3、在實際應用中,影響焊接的主要參數是吸熱時間t2,焊接壓力P3和壓焊冷卻時間t4,(t4、t2計算依據《燃氣用聚乙烯管道焊接技術規則》,t2=δ×(11~13)s。t4=δ×1.2×1.5 min。其中,δ為管材厚度mm。
4、焊接壓力(P)計算(計算依據《燃氣用聚乙烯管道焊接技術規則》)。壓力工藝參數PS應換算成設備使用時的系統壓力P(即液壓系統壓力):
F1=PSA (1)
式(1)中,F1為管材所需對接力(N),PS為工藝壓力(MPa),A為管材截面積(cm2)。
F2=PS(2)
式(2)中,F2為機具輸出推力(N),P為液壓系統壓力(MPa),S 為液壓系統執行油缸活塞總有效面積(cm2)。
由F1=F2得:
P=PS·A/S。(3)
應將拖拉力(油缸磨擦力)加到P上得到使用壓力。
五、焊接質量分析
在焊接過程中,多余的熔融塑料被擠出,形成焊接接頭,且焊接接頭的大小和幾何形狀影像焊接質量。其焊接質量主要由焊接過程中的溫度、壓力及加熱時間決定,下面是幾種焊接的缺陷及成因。
1、標準焊接接頭。接頭中間向下凹陷,且凹陷深度不超過管道表面,焊接接頭兩邊均勻,焊道圓滑。
2、不對稱焊接接頭。主要是由于加熱時間成加熱溫度不同形成不對稱接頭,或由于焊接不同種材料的管道時加熱時間內熔融塑料的流動指數不同所致。
3、窄而高的焊接接頭。這是由于焊接壓力過大而導致的。
4、較小的焊接接頭。這是由于焊接壓力過小而致或油缸行程不足所致。
六、PE 管道焊接時應注意的問題
1、清除管材,管件內部、外部的灰塵及異物。
2、用刮刀刮除管件或管材所需焊接區外表面0.1~0.3 mm的氧化層,并保證焊接區域干凈、平整、無碎屑。
3、用潔凈的棉織物將加熱板處理干凈。
4、在焊接時及焊接完成后的冷卻時間內不得移動電熔管件且焊接區在熔接過程直至充分冷卻,嚴禁受外力沖擊,也不能采取任何強迫方法強制。