�����S����������|ݔ?sh��)����c�������^���ӣ�����ϩ——PE(polyethylene)�ܵ��đ����՝u�V����Ŀǰԓ�aƷ�яV��������ȼ�⡢��Ȼ�⡢��ˮ���I��PE�ܵ��B����Ҫ�ЃɷN�����������B�Ӻ�����B�ӡ�Ŀǰ���ܵ���Ҫ���ß����B�ӡ�

����PE�ܟ��ۺ��ӹ�ˇ
�����S����������|ݔ?sh��)����c�������^���ӣ�����ϩ——PE(polyethylene)�ܵ��đ����՝u�V����Ŀǰԓ�aƷ�яV��������ȼ�⡢��Ȼ�⡢��ˮ���I��
����PE�ܾ�������ʩ�����ٶȿ죬���g���o��Ⱦ��ʹ�É����L�����c��PE�ܵ��B����Ҫ�ЃɷN�����������B�Ӻ�����B�ӡ�Ŀǰ���ܵ���Ҫ���ß����B�ӡ������B��ԭ���nj��ɸ�PE�ܵ��������o�N�ڼӟṤ���ρ��ӟ���ƽ���Ķ���ֱ�����ڣ����ӟṤ�ߺ��ɂ����ڵĶ���o����һ���ډ����������±��ֵ����^��s��ʹ֮�ɞ�һ�����w��
����һ�����Ӝʂ������ۺ���ʩ���ʂ乤�����£�
�����ٌ��c�ܲ�Ҏ(gu��)��һ�µĿ����b��C��;
�����ڜʂ�����֧������C�����ӹܲĿ��c�C�����ľ�̎��ͬһ�߶ȣ����ܷ����Ƅ�;
�������O���ӟ��ض�200��230��
����(����(sh��)��(j��)�Ժ��ݖ|�יCе�S�����ĺ��C�酢�������w�ض��ԏS���ṩ�Ĕ�(sh��)��(j��)���);
�����ܽ�ͨ���C�Դ�����_�ӟ�塢㊵����ͱ��_�P��ԇ�\�С�
�����������ӡ����ӹ�ˇ�������£��z��ܲIJ������ܶ�→�o�̹ܲ�→㊵�����ܶ�→�z��ܶ��eλ���g϶→�ӟ�ܲIJ��^����С��߅�߶�→�ܲ��۽Ӳ���s��Ҏ(gu��)���r�g→ȡ���ܲġ��ں����^���У������ˆT�����պ��ӹ�ˇ����헅���(sh��)�M�в����������ڱ�Ҫ�r��������(j��)��⡢�h(hu��n)���ضȵ�׃�������M���m���{����
�����ٺˌ������ӹܲ�Ҏ(gu��)�����ȼ��Ƿ����_���z��������Ƿ��пġ������������������ȳ��^�ܲıں��10%�����M�оֲ��г���ʹ��;
��������ܛ����պ�ƾ�����ɹܶ˵����ۻ���;
�����ی������ӵĹܲ����ڙC�ܿ��߃ȣ�ʹ�ɶ�������L���ஔ(�ڲ�Ӱ�����ͼӟ����r�±M���̣ܶ��˱���20~30mm)���ܲęC������IJ�����֧��������ʹ�ܲ��S���c�C�����ľ�̎��ͬһ�߶ȣ�Ȼ���ÿ��߾o�̺�;
����������㊵����ȴ��_㊵��Դ�_�P��Ȼ���ٺϔn�ܲăɶˣ��������m��?sh��)ĉ�����ֱ���ɶ����B�m(x��)����м���F(xi��n)��(��м��Ȟ�0.5��10mm��ͨ�^�{��(ji��)㊵�Ƭ�ĸ߶ȿ��{��(ji��)��м���)�����������Ե�Ƭ�̣������_��Ӽܣ��P�]㊵��Դ;
������ȡ��㊵����ϔn�ɹܶˣ��z��ɶˌ��R��r(�ܲăɶ˵��eλ�����ܳ��^�ں��10%��ͨ�^�{���ܲ�ֱ���Ⱥ��ɾo�������Ը���;�ܲăɶ����g���g϶Ҳ���ܳ��^0.3mm(de225mm����)��0.5mm(de225mm~400mm)��1mm(de400mm����)���粻�M��Ҫ���ڴ������ֱ���M��Ҫ��
�����ӟ��ض��_���O��ֵ����C�ܣ�ʩ��Ҏ(gu��)���ĉ�����ֱ����߅��С��߅�_��Ҏ(gu��)���߶ȕr�������pС��Ҏ(gu��)��ֵ(�ܶ˃����c�ӟ��֮�g���ñ��ֽ��|���M������)���r�g�_�������_��Ӽܣ�Ѹ��ȡ���ӟ�壬Ȼ��ϔn�ɹܶˣ����ГQ�r�g�M���s�̣���s��Ҏ(gu��)���r�g��ж�������_���ߣ�ȡ���B����ɵĹܲġ�
�����������ӹ�ˇ����(sh��)�c����ֱ�����P�ą���(sh��)�飺�ضȡ��r�g�����������ӹ�ˇ�����D��ʾ�麸���^�̉����c�r�g���Pϵ�D��
����
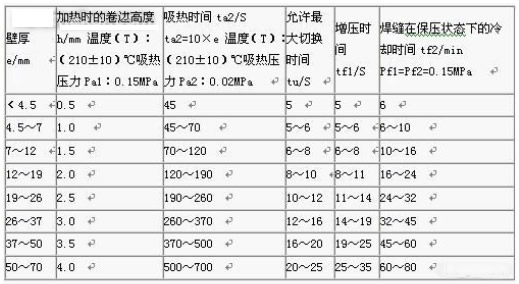
�������ӹ�ˇ�����D
����Pa1�ӟቺ��
����pa2���ቺ��
����pf1�۽Ӊ���
����pf2��s����
����ta1�ӟ�r�gTu�ГQ�r�g(�����ӟ�峷���r�g)
����tf1�����r�g
����tf2��s�r�g
�����ġ����әz�`�C��������ϩȼ��ܵ������דp�ĺ�й¶�IJ�λ�����ǹܵ��ӿڡ����̳ɹ��cʧ�����P�I���ǹܵ��B���|���ĺÉġ����ԇ���Ľӿ��|����Ռ�����ȼ��ܵ�����ʮ����Ҫ������ϩ�ܵ��ӿ������Ɖ���ԇ���ܙz��Ȳ��|����
����(1)����ϩ�ܵ��B������ӏ�ʩ���ԙz�͵�������գ����m����ȡһ�������Ľӿ����_�M�ЃȲ��z�顣
����(2)�z��ȫ�����ӿڵĺ��C���Ӕ�(sh��)��(j��)ӛ�
����(3)���^�|���z�鑪100%�M�С��O(ji��n)������Ն�λ������(j��)ʩ���|����ȡһ�����������M�����^�z�飬��(sh��)���������ں��ڔ�(sh��)��10%����ÿ�������ĺ��ڔ�(sh��)������5����
����(4)ÿ�����̾������ӿ��Ɖ���ԇ���ڟ����B�ӵĽӿڑ���ȡ3%���ڣ����h������1�����Ɖ���ԇ�ɰѺ����г�4�l���z��Ȳ��ۺ���r��δ��ȫ�ۺ�ҕ�鲻�ϸ�Ҳ��������ԇ�����쏊���Ƿ�����OӋ��Ҏ(gu��)��Ҫ���ڲ��ϸ�Ľӿڑ���ԓ�����Ľӿ��M�мӱ���z�����ٰl(f��)�F(xi��n)���ϸt��ԓ����ʩ���Ľӿ�ȫ���M�з�����







