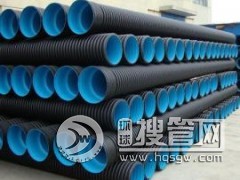
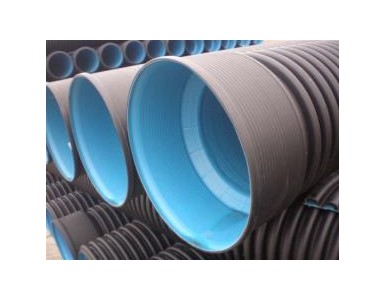
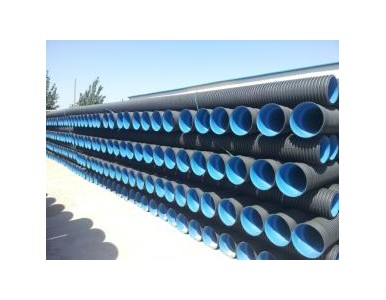
PE雙壁波紋管是一種以聚乙烯為原材料,經過擠出和特殊的成型工藝加工而成,內壁光滑,外壁為封閉波紋型的一種新型輕質管材。
PE雙壁波紋管具有重量輕、耐高壓、韌性好、施工快壽命長等特點,除了具有普通塑料管所具有的耐腐蝕性好,絕緣性高,內壁光滑,流動阻力小等特點以處,還因采用了特殊的中空環形結構,具有優異的環剛度和良好的強度與韌性,及重量輕,耐沖擊性強,不易破損等特點。目前在發達國家的諸多領域已經廣泛應用,尤其是在美國,加拿大,日本以及歐洲許多國家,雙壁波紋管廣泛應用于市政排水排污,農業灌溉,煤礦通風、化工、通信電纜護套等領域。實踐證明,在滿足工程應用的強度和剛度要求下,采用雙壁波紋管結構可節約原材料30%-50%,此外,對比混凝土管,鑄鐵管,有運輸安裝方便,降低施工人員勞動強度及降低工程的總投資等優勢, 雙壁波紋管已成為管道領域“以塑代鋼”的首選管材,它克服了混凝土管,鑄鐵管等安裝難度大、易銹蝕、水流阻力大、滋生細菌、壽命短的缺點。
生產線工藝流程編輯
由于PE雙壁波紋管多是大口徑型規格,擠出成型用原料較多,所以一般廠家都采用雙螺桿擠出機(平行或錐形雙螺桿擠出機均可應用),PE雙壁波紋管成型過程主要經過管材成型,管材切斷和擴口等三個工藝流程,具體如下
管材成型工藝流程:
混合篩后粉料-向擠出機上料-擠出機加熱塑化-擠出機頭分流-壓縮成雙層薄壁管狀-在模塊與定徑套間由壓縮空氣吹漲-內外壁成型-冷卻水次序卻定型-連續牽引管材脫模
管材切斷工藝流程:
成型機勻速出管-切割機夾具卡緊并同行-切割刀盤旋轉并進刀-切割管材-刀盤復位-夾具松開復位-小車回位等待下一指令
產品型號:
1、S1型(環剛度≥4KN/㎡)2、S2型(環剛度≥8KN/㎡)管材設計選型時,一般來講,無動荷載或管材埋深在0.7-5米左右,選用S1型;有動荷載的情況或管材埋深過淺及過深的情況下,選用S2型。如有特殊情況,可能就需要相關專業的工程師溝通,以保證管材選型的安全可靠。
主要應用于礦井、建筑物的排水、通風管道;市政工程,住宅小區地下埋地排水、排污管道;農田水利灌溉輸水,排澇;污水處理廠、垃圾處理場排水輸送管;化工通風管及化工、礦山用于流體的輸送管;管道檢查井的整體加工;高速公路預埋管道;高壓電纜、郵電通信電纜保護套管等。
 通過認證 [誠信檔案]
通過認證 [誠信檔案]