|
||||||||||||||||||||||||||||||
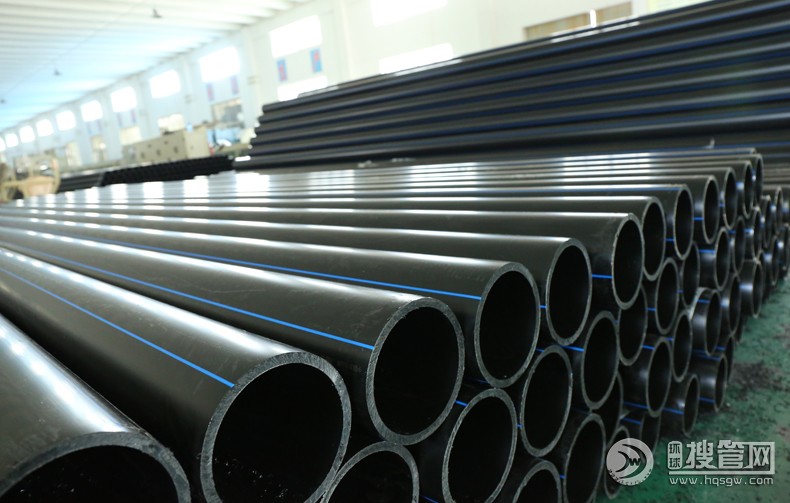
圣大高密度聚乙烯HDPE給水管
產品以質量為先導。優質的原材料及生產設備是生產優質產品的保障,本公司采用的原材料均采用正宗全進口的北歐化工地源熱泵管專用PE原料。從根本上保證管材質量
圣大杜絕用劣質原料、廢料、回收料等來做PE管道。
圣大高密度聚乙烯HDPE均采用先進的生產設備---德國巴頓菲爾辛辛那提高速生產線,其獨特的模頭設計,先進的擠出系統,保證了原料充分塑化;產品穩定性更高;安定性更強。

管道連接
管材、管件以及管道附近的連接應采用熱熔連接(熱熔對比、熱熔承插連接、熱熔鞍形連接)或電熔連接、鋼塑過渡連接。公稱外徑大于或等于63mm的管道不得采用手工熱熔承插連接,聚乙烯管材、管件不得采用螺紋連接和粘接。
主要連接方式
熱熔連接
施工要點:
材料準備→將管道或管件置于平坦位置,放于對接機上,留足10-20mm的切削余量。
夾緊→根據所焊制的管材、管件選擇合適的卡瓦夾具,夾緊管材,為切削做好準備。
切削→切削所焊管材、管件端面無雜質和氧化層,保證兩對接端面平整、光潔、無雜質。
對中→兩焊管段端面要完全對中,錯邊越小越好,錯邊不能超過壁厚的10%。否則,將影響對接質量。
加熱→對接溫度一般在210-230℃之間為宜,加熱板加熱時間冬夏有別,以兩端面熔融長度為1-2mm為佳。
切換→將加熱板拿開,迅速讓兩熱融端面相粘并加壓,為保證熔融對接質量,切換周期越短越好。
熔融對接→是焊接的關鍵,對接過程應始終處于熔融壓力下進行,卷邊寬度以2-4mm為宜。
冷卻→保持對接壓力不變,讓接口緩慢冷卻,冷卻時間長短以手摸卷邊生硬,感覺不到熱為準。
對接完成→冷卻好后松開卡瓦,移開對接機,重新準備下一接口連接。
鋼塑法蘭連接
HDPE管道和鋼管及閥門連接時宜采用鋼塑法蘭連接,HDPE管端與相應塑料支撐環之間可采用熱熔對接方式進行連接,鋼管端與金屬法蘭的連接,應符合相應鋼管焊接的規定,然后采用法蘭片即可完成HDPE管道與鋼管的連接。法蘭連接也適用于HDPE管與HDPE管之間的相互連接。一般而言,HDPE支撐環與HDPE支撐環之間不需要密封圈,但在大尺寸、高壓力工作條件下仍需要添加密封圈。當HDPE支撐環與其它材質(鋼管、鍍鋅鐵管等)的管道進行法蘭連接時,必須使用密封圈。

電熔連接
1.電熔焊機的類型應符合電熔管件的要求。
2.電熔連接前,應對管件進行外觀檢查,管件內不應有斷絲或燒絲不均現象。
3.電熔連接應符合以下規定:
1)電熔連接管材的連接端應切割平整,連接端面與管材軸線垂直,管材和管件連接面上的污物應予以清理。
2)管材的連接端應按照插入長度進行標記,對管材連接處整個外圓周進行刮皮,刮削長度不應小于標記尺寸,刮削完成后應進行二次標注。
3)管材插入管件后應按照標記進行檢查,確認插入到位,并使用專用夾具夾持定位。
4)電熔連接的焊接參數應符合管材,管件生產廠家的要求。
5)達到規定的自然冷卻時間前,不應移走夾具,不應對接頭處施壓任何外力。
6)電熔連接的焊接接頭連接完成后,應進行外觀檢驗,并符合以下要求,否則,應進行返工,直到檢驗合格為止。
A、不應有熔融材料從管件內流出;
B、焊接完成后,觀察孔達到生產廠家提出的要求;
C、電熔管件中的電阻絲不應裸露。