|
||||||||||||||||||||||||||||||
異型鋼結構鑄鋼節點設計與澆鑄
摘要:本文以上海市普陀區金沙江路真北路人行天橋新建工程鋼結構鑄鋼節點為實例,介紹了鑄鋼節點的深化設計和制作工藝,確保鑄鋼節點的精度、鑄造質量滿足設計和規范要求,值得類似工程推廣應用
關鍵字:鋼結構;桁架體系;鑄鋼節點;熱處理

一、工程概況
上海市普陀區金沙江路真北路人人行天橋主橋為鋼結構空間管格構桁架體系,內外側面為不規則雙向傾斜,空間桁架多節點交匯,桿件有相貫連接,焊接連接,高強螺栓連接多種形式。構件數量多,空間結構復雜。
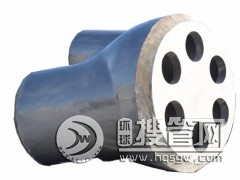
本工程的上弦節點為鋼管多支交匯節點,為避免多支鋼管相貫焊接節點應力太大和焊接的不便,設計上采用了鑄鋼節點,設計要求鑄鋼件的材質性能應等于或優于Q420Qd,鑄鋼節點壁厚不小于40mm,鑄鋼桿件最小長度不小于1米。
在建筑鋼結構鑄鋼節點的深化設計、模型制造、鑄造及質檢等過程中,將嚴格控制每一生產過程,確保提供高品質的鑄鋼節點。
鑄鋼節點的生產是集計算機輔助設計(CAD)、計算機輔助制造(CAM)、計算機輔助測量(CAM)及先進的鑄造工藝和技術為一體的高科技產品。本公司將選擇具有綜合科技優勢的專業生產單位,確保鑄鋼節點高品質。
二、深化設計
充分發揮在鑄造領域中的技術優勢,結合近年來鑄鋼節點深化設計的實際經驗,運用計算機輔助設計(CAD),在鋼結構鑄鋼節點的深化設計中,在體現建筑師的設計思想、符合結構設計的要求的前提下,滿足鑄造生產,確保鑄鋼節點高品質。
三、鑄造生產
3.1 模型制作
模型的設計與制造是鑄鋼節點制作的關鍵步驟。鑄造中常用的模型制作方法有:木模型、蠟模型、金屬模、消失模、3D塑料模等。其中,蠟模型只適用于小件生產,金屬型適用于大批量生產。根據項目的特點,選擇適用于本項目鑄鋼節點的模型制作。
3.2 鑄造工藝
鑄造工藝是獲得良好鑄鋼節點制作的重要環節之一,根據鑄鋼節點結構的特殊性,借助模擬凝固軟件,制定合理的鑄造工藝是鑄件能否成功的關鍵因素。
1、涂料:涂料是為了增加型砂抵抗金屬液的沖刷和侵蝕作用,防止鑄件表面產生機械或化學粘砂獲得表面光潔的鑄件。本鑄件采用醇基涂料,這種涂料具有良好的透氣性、強度高、干燥速度快等特點。涂料層需>2毫米。
2、澆冒口系統:在鑄造生產中,澆冒口系統是影響鑄件質量的重要因素之一。根據鑄鋼節點鑄件的特點,我們制定澆冒口系統的基本原則如下并用模擬凝固軟件模擬加以驗證:確保進入型腔的鋼液平穩、沒有渦流現象;選擇合理澆冒口位置,以利于鑄件順序凝固;澆冒口系統不應在鑄件上引起熱應力;保證在澆注過程中,金屬液在鑄型內有合適的上升速度;澆冒口系統的結構應具排氣、擋渣能力。
3.3 熱處理
熱處理是通過加熱、保溫和冷卻的方法,來改變鋼的內部組織結構,從而改善鋼性能的一種工藝。所以溫度和時間是影響熱處理過程的主要因素。鑄鋼件的加熱速度取決于鋼的化學成分、鑄件的斷面大小以及鑄件的形狀。一般合金鋼鑄件的加熱速度比碳鋼鑄件要低些。鑄件斷面越大,形狀復雜、斷面厚薄相差較大時,加熱速度要緩慢些。保溫時間取決于鑄件的壁厚或爐子的堆料情況。
鑄鋼節點正火后鑄件內殘余應力比較大。所以,采用正火加回火消除鑄鋼件內應力,最終使鑄件各項性能指標滿足項目要求。

鑄件熱處理時應注意以下幾點:
1、 在加熱過程中,當爐溫升到650-700度時,應緩慢升溫,或在此溫度下保溫一段時間。因為,在這個溫度區間,碳鋼發生相變,伴隨有體積變化,產生相變應力,如果快速升溫,容易使鑄件薄壁部分與厚壁部分以及表面層和中心層之間產生溫度差增大,從而使鑄件的熱應力增大,并容易導致鑄件開裂。
2、 為了使鑄件內外溫度一致,并且有足夠的時間使組織完全轉變,厚壁鑄件的保溫時間要比薄壁鑄件長一些。保溫時間一般指鑄件均熱(即鑄件內外溫度或顏色達到一致)后,開始計算。保溫計算方法如下:
(1)、按同爐鑄件最大壁厚計算,每25毫米保溫1小時,適用于壁厚200毫米以內的鑄件。
(2)、按同爐鑄件最大壁厚計算,每50毫米保溫1小時,但不小于2小時,適用于壁厚200毫米以上的鑄件。對于特厚大鑄件,可采用每100毫米件保溫1小時,采用這種計算方法,保溫時間一般不包括均熱時間在內。
(3)、 按堆料高度計算,一般碳鋼鑄件保溫時間按1米高保溫4小時計算。保溫時間定為5小時。
四、質量保證措施
質量控制是保證生產合格鑄件的基本保證,在鑄鋼節點制作過程中,主要的質控方法如下:
4.1化學成份控制
1、為了確保化學成份控制在標準之內,澆注之前,必須對鋼水成份進行爐前快速分析。如成份合格方可澆注,否則須調整鋼水成份,待成份合格后方可澆注。采用直讀光譜儀進行爐前快速分析。
2、為確保具有良好的焊接性能,碳當量應嚴格控制。
3、鑄件冷卻凝固后,在試塊上取樣,再進行一次化學分析,此樣做為最終化學成份結果。
4.2 機械性能控制
鑄件澆注時用同爐鋼水,澆注試樣經隨爐熱處理后、機械加工制成標準試樣,對其進行機械性能試驗。
內在及表面質量控制:鑄件出廠前,需對鑄件進行無損檢測,鑄鋼件不允許有影響使用性能的裂紋、冷隔、縮松等缺陷存在。鑄鋼件按GB7233《鑄鋼件超聲探傷采用磁粉表面探傷及質量評定方法》進行超聲波檢測,質量等級為Ⅱ級;不可超聲波探傷部位采用磁粉表面探傷按GB9444-88標準,3級合格。
尺寸控制:鑄鋼節點在從圖紙向模型和鑄件轉換過程中,每一個步驟都可能產生誤差,造成幾何形狀發生變化。測量是用于檢查模型和鑄件空間位置以及為鋼結構安裝制定基準的必不可少的工序之一。
五、鋼管相貫線節點的加工工藝
天橋主橋的頂面和內外側面采用的是鋼管結構組成的空間桁架結構,鋼管構件之間的連接節點為相貫線焊接節點。主橋內外側面的腹桿采用的都是相貫面切割機直接切割下料成桿件,因此內、外側弦桿的制作特別的重要,精度達不到將導致腹桿安裝困難,整體的精度無法保證,主弦桿鋼管進廠后必須進行矯正,鋼管對接后對直線度進行檢查。