|
||||||||||||||||||||||||||
如何保證ZG270-500的機(jī)械性能
1.要保證鑄造澆鑄前的化學(xué)成分
要保證鑄件的機(jī)械性能符合標(biāo)準(zhǔn)要求,首先要保證鑄件的化學(xué)成分。首先對(duì)鑄造原材料要進(jìn)行適度篩選,盡量少用或不用雜質(zhì)或合金素(如Cr、W、Ni等)高的廢鋼,否則鑄件中由于雜質(zhì)或合金化的影響,使鑄件退火后的機(jī)械性能難以滿足標(biāo)準(zhǔn)要求。其次,在澆鑄前,要加入鋼水凈化劑,對(duì)鋼水進(jìn)行凈化,除去鋼水中的大部分雜質(zhì)及有害元素,特別要注意的一點(diǎn)是,并非化學(xué)成分滿足標(biāo)準(zhǔn)要求,退火后機(jī)械性能就能滿足標(biāo)準(zhǔn)要求。如果碳、錳含量太低,鑄件的強(qiáng)度指標(biāo)將不能滿足標(biāo)準(zhǔn)要求,如果碳含量過高,鋼的韌性、塑性指標(biāo)將難以滿足要求。經(jīng)過多年的試驗(yàn),作者摸索出ZG270-500的最佳碳及錳含量范圍:碳含量027-0.33%,錳含量06-0.9%,經(jīng)合適的退后,機(jī)械性能最好,各項(xiàng)指標(biāo)均有一定的安全裕度,為最佳搭配,分別為:屈服強(qiáng)度在330MPa左右,抗拉強(qiáng)度在570MPa左右,伸長率在35%左右,沖擊功在30J左右,收縮率在40%左右,以上控制如有難度,碳含量0.25-0.35%,錳含量0.6-1.09%,退火合適時(shí),也能保證合格。
2.連體試棒的鑄造質(zhì)量
要保證鑄件的機(jī)械性能要通過連體試棒來檢測,退火時(shí)因連體試棒體積小,連接部位截面積小,在工件退火工藝合適的情況下,連體試棒退火更充分,不會(huì)有什么問題。但是,由于連體試棒尺寸小,在邊緣,澆鑄時(shí)易出現(xiàn)疏松,這樣,在化學(xué)成分和退火均沒有問題的情況下,由于連體試棒疏松,檢驗(yàn)時(shí)會(huì)出現(xiàn)強(qiáng)度不能滿足要求,而肉眼又很難判斷試棒是否疏松。此時(shí),雖然試棒不合格,但工件本體不一定疏松不一定不合格,容易造成誤判,有經(jīng)驗(yàn)的試驗(yàn)人員,除對(duì)拉斷的試樣進(jìn)行分析外,可根據(jù)伸長率、收縮率和沖擊功的大小及化學(xué)成分判斷是否是疏松。如碳及錳含量不低,伸長率、收縮率及沖擊功均較高的話,強(qiáng)度不應(yīng)該低,基本可判定為試棒疏松,工件可放行進(jìn)行加工,在下面的探傷工序,如果工件疏松還可檢出,如果不疏松,則工件沒問題,但這要求試驗(yàn)人員要有豐富的經(jīng)驗(yàn),有條件的應(yīng)對(duì)試棒進(jìn)行金相分析。

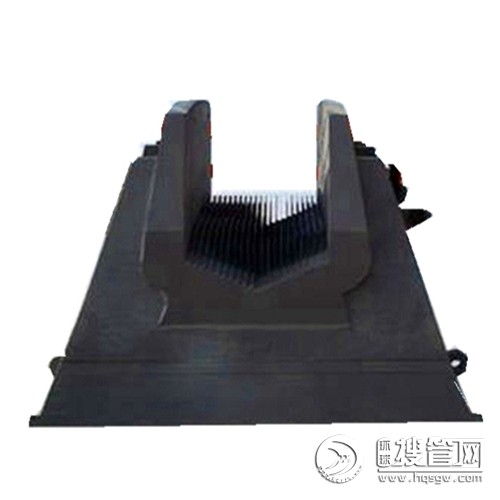
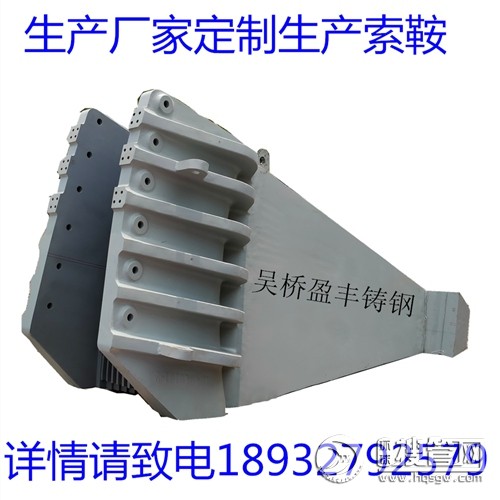
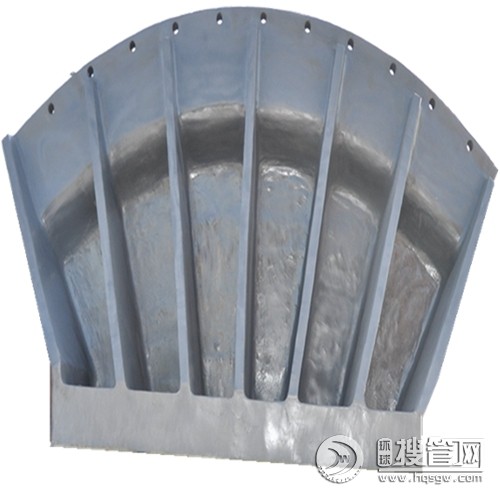
3.支座鑄鋼件的熱處理
由于文座鑄鋼件機(jī)械性能指標(biāo)較低,采用退火或正火即可達(dá)到。支座鑄鋼件,如盆式支座、球型支座、柱面支座、雙曲面支座的鑄鋼件,形狀都比較簡單,尺寸比較小,且都是毛坯件,在空氣爐內(nèi)加熱時(shí),對(duì)熱處理時(shí)的入爐溫度、加熱速度及出爐溫度一般沒有什么嚴(yán)格要求,不必十分注意,只有盆式支座的固定上座板,截面過渡較大,在鑄造時(shí),應(yīng)力較大,特別圓柱體內(nèi)拉應(yīng)力較大,易變形開裂。清砂后應(yīng)趁熱及時(shí)入爐進(jìn)行熱處理。必要時(shí)應(yīng)分級(jí)加熱,降溫出爐,有些鑄鋼廠熱處理不及時(shí),造成開裂。另外,由于盆式支座固定上座板的厚度尺寸比單向上、中及下座板大,加熱時(shí)需要的保溫時(shí)間長。在其它件加熱充分后,固定上座板還要再繼續(xù)保溫,這樣會(huì)降低生產(chǎn)效率浪費(fèi)能源,故盆式支座固定上座板宜分批單獨(dú)鑄造、單獨(dú)退火,有利于保證質(zhì)量,提高生產(chǎn)效率、節(jié)約能源。有些工廠,各種大小、形狀不一的件一起退火,造成盆式支座固定上退火不充分、開裂,這是應(yīng)該注意的支座鑄鋼件的退火設(shè)備,目前多數(shù)采用煤氣加熱爐,成本較低退火質(zhì)量較穩(wěn)定。有些工廠采用燃煤反射爐,爐內(nèi)溫差大,特別當(dāng)爐門密封性差及煙道不暢時(shí),爐內(nèi)溫差很大,很難保證一爐內(nèi)退火件質(zhì)量合格,經(jīng)常造成部分件退火不充分,而有的則退火溫度過高。有的廠采用電爐退火,工藝控制很好,但成本太高對(duì)于退火或正火的溫度,根據(jù)我們幾年來的經(jīng)驗(yàn),要遠(yuǎn)遠(yuǎn)高于一般教科書或資料上介紹的830-850℃或850-870℃,采用880-900℃較為合適。由于鑄鋼件的鑄態(tài)組織中,常有粗大的枝晶、柱狀晶,偏析嚴(yán)重,加熱溫度偏低,不但生產(chǎn)效率低,也不利于組織及成分的均勻化,機(jī)械性能也不容易合格。
4.連體試棒的加工與試驗(yàn)
作為有經(jīng)驗(yàn)的檢驗(yàn)人員,檢驗(yàn)鑄件時(shí),首先看鑄件的顏色,由此可判斷熱處理時(shí)的溫度是否過高或過低。在撬下連體試棒后,從斷裂的過程看是否脆斷和觀察連接處的斷口,大致可判斷試棒是否能夠合格試棒加工時(shí),拉伸試棒除要保證各圓柱面的同心外,還要注意粗糙度、過渡圓角要保證圖紙要求,絕不允許扎刀,還要保證拉伸部分特別標(biāo)距內(nèi)直徑的尺寸在公差范圍之內(nèi)。沖擊試樣要保證形位公差尺寸公差要求,特別缺口部分的尺寸要求,應(yīng)經(jīng)常在投影儀上進(jìn)行檢在進(jìn)行拉伸試驗(yàn)時(shí),直徑測量要準(zhǔn)確,要注意避免偏斜拉伸。沖擊試驗(yàn)時(shí),試樣要放正,要注意試驗(yàn)環(huán)境及試樣的溫度符合要求以上是作者的一些工作經(jīng)驗(yàn),曾向很多鑄鋼廠及同行廠推薦,得較好的反饋。
擊交談/留言")


關(guān)于我們 人才招聘 法律聲明廣告合作 留言反饋 聯(lián)系我們網(wǎng)站地圖 申請(qǐng)鏈接
Copyright © 2010-2016 搜管網(wǎng) HQSGW.COM 版權(quán)所有. 備案號(hào):蜀ICP備2023015306號(hào)-4 | 手機(jī)版