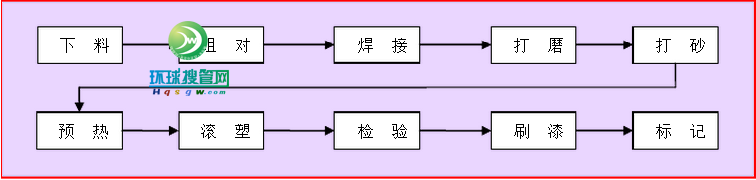
藝路線圖:(10個環節,45個控制點)
第一節下料
一、下料前檢查鋼管的規格及表面是否有傷痕、氣孔、重疊皮、夾渣等缺陷。
二、鋼管下料尺寸偏差不大于1mm/m ,且最大不超過3mm。下料尺寸l=L-2(δ+t)。

三、鋼管切口應垂直于鋼管中心線,管頭傾斜偏差不大于管子直徑的1%。
四、下料完畢后,切口的熔渣或毛刺應清除干凈。
第二節組對
一、組對前檢查法蘭、管件或鋼管的規格、數量、尺寸是否符合要求,準備好組對工裝。
二、鋼管和管件相對法蘭螺孔應處于同一中心線上,偏差不大于1.5mm。
三、法蘭螺栓孔均應跨中布置,偏移度不大于1/2°。
四、鋼管和管件的法蘭端面與管中心線垂直,垂直度偏差不大于2mm。
五、組對完檢查是否符合標準或圖紙的要求。
第三節焊接
一、焊接采用手工電弧焊,焊縫余高0~10%δ,且不大于3mm。
二、角焊縫的焊腳,取焊件中較薄的厚度。
三、焊縫魚鱗波應光滑美觀,高低寬窄應一致,焊縫金屬與母材金屬之間應平緩過渡。焊縫不允許存在咬邊、焊瘤、裂紋、弧坑、表面氣孔和飛濺物。
第四節打磨
一、管道內焊縫宜打磨平或過渡圓弧半徑r≥ 5mm,不得呈凹陷狀,必要時需補焊。
第五節打砂
一、打砂用金剛砂使用前應篩選,不得含有油污和其他雜質,顆粒度在 2~3 mm,含水量不大于1%。
二、空氣壓力達到0.4~0.7MPa時,才可進行噴砂。
三、鋼管及管件待襯表面應噴砂去除毛刺、銹跡及其它雜物,并不允許有尖棱角和鋸齒性飛濺。待襯面出現均一的色彩,內外表面無銹色為合格。然后吹盡管道內沙礫。
四、打砂后宜在24小時內襯塑。當超過24小時后,要檢查表面質量,合格后方可預熱。
五、當出口端噴嘴磨損量超過原始半徑20%時,噴嘴不得繼續使用。
第六節 預 熱
一、預熱前,清理掉管內雜物,不允許有殘留物。
二、鋼管、管件的預熱溫度,一般取285℃-330℃(表面實測溫度一般不超過300℃)。
預熱爐各點溫度差應小于10℃ 在預熱溫度至少停留時間30分鐘 。
第七節 滾 塑
一、塑粉不得有鐵銹(屑)、木塊、紙屑等有害雜質,必要時需過篩。
二、管道長度在500mm以上的需在滾動輥上滾塑,到溫度達到滾塑溫度即可加料。
三、加料前應先把法蘭密封面成型工裝加緊在法蘭上,加料采用專用加料管,加料應均勻一致。在停車情況下加料,加料后立即轉動。
四、滾塑時間一般為2~15分鐘,一般管徑越大、壁厚越大時間越長,DN150以下控制
在5分鐘以內。
五、滾動輥圓周速度宜控制在40轉/分以內,但不低于2轉/分。一般管徑越大速度越
慢。
六、停轉時,卸下密封面工裝后第一次找平(用涼的平整胎壓平整)并冷卻塑層,直至密封面光亮,光滑,凝固。冷卻時必須轉動,防止可能因溫度局部過高而流淌影響使用及美觀。
七、法蘭拐角等較厚地方可采取濕布、噴霧等方法在外部快速降溫。局部降溫速度不宜太快,冷卻水等不得接觸襯層,防止襯層收縮過大,引起分層或剝離。時間一般不超過2min,且滾動架上轉速 應低于 30轉/分。
八、在滾塑成型及冷卻過程中應隨時檢查表面質量,及時修補缺陷,如時間超過20分
鐘(已凝固)則禁止修補。
九、表面稍微粗糙或平面度稍微起伏可用火焰或加熱爐均勻加熱,但避免因局部溫度過高或燃燒而成黃色。
十、整體塑化不均、絕大部分表面粗糙、較大折皺、明顯變色、有明顯的厚度分界線、厚度極度不均、明顯氣泡、砂眼、密封面起伏超過20%、有兩處以上雜質斑點等一律除塑料襯層后返工。
十一、管件和小于500mm的管道采用搖擺式滾塑機,做圓周運動至少10周,時間為3~
10分鐘。加緊法蘭和法蘭密封面成型工裝時要對正,拆卸時保護好密封面。
十二、罐體(無妨礙成型的部件)或管道管件(一般DN>500),采用火焰加熱成型。襯層在5mm以上時可考慮菱型金屬網增強。
十三、火焰加熱的罐體或管道管件應在旋轉平臺上加熱,殼體受熱應均勻,預熱溫度至少達到220℃,厚度較薄者溫度稍高但不宜超過280℃,達到預熱溫度后至少10分鐘才可加塑粉成型。
十四、為使粉料分布均勻可輕微震動;如加料過多,應及時清出,以免造成表面粗糙或厚度不均、融流痕跡影響表面質量。
第八節 檢 驗
一、鋼管與管件法蘭密封面襯層應平整、均勻,無焊渣、飛濺等影響密封效果的陷。
密封面圓襯層偏心度在2mm以下,密封面圓襯層寬度在10mm以上。
二、管道與管件的襯層表面應無針孔、氣泡、砂眼、傷痕、和沾附異物等妨礙使用的缺陷。
石家莊瑞通化工醫藥設備有限公司3 三、鋼管與管件的內、外襯層應平整、光滑、無明顯的凸凹不平現象,無明顯波紋、凹陷、色澤不均及分解變色線。拐角處應圓滑過渡,過渡半徑在 5mm 與 10mm之間。四、襯塑管、管件100%用電火花檢測儀進行嚴格檢查。用5~20KV直流電火花檢測儀檢驗,初檢電壓15.0KV;24小時后復檢,復檢電壓8.0KV。檢測時,探頭應接觸襯塑層并以100mm/S左右的速度進行移動,移動時若無電火花出現或未聽到報警聲,則認定熱滾塑層針孔檢查合格。 第九節刷 漆一、管道及管件溫度降至50℃以下方可刷漆,外防腐采用紅防銹漆。二、刷漆前應除去鐵銹、飛濺物、油污等表面雜物。三、刷漆時,可采用涂刷或噴漆,油漆應涂得均勻一致,不得有氣泡、剝落、龜裂等外觀缺陷。第十節標記一、管道及管件兩側中間位置采用白色油漆噴刷上“瑞通制造DN**”字樣,字體采用黑體加粗,字體大小見下表石家莊瑞通化工醫藥設備有限公司3 三、鋼管與管件的內、外襯層應平整、光滑、無明顯的凸凹不平現象,無明顯波紋、凹陷、色澤不均及分解變色線。拐角處應圓滑過渡,過渡半徑在 5mm 與 10mm之間。四、襯塑管、管件100%用電火花檢測儀進行嚴格檢查。用5~20KV直流電火花檢測儀檢驗,初檢電壓15.0KV;24小時后復檢,復檢電壓8.0KV。檢測時,探頭應接觸襯塑層并以100mm/S左右的速度進行移動,移動時若無電火花出現或未聽到報警聲,則認定熱滾塑層針孔檢查合格。 第九節刷 漆一、管道及管件溫度降至50℃以下方可刷漆,外防腐采用紅防銹漆。二、刷漆前應除去鐵銹、飛濺物、油污等表面雜物。三、刷漆時,可采用涂刷或噴漆,油漆應涂得均勻一致,不得有氣泡、剝落、龜裂等外觀缺陷。第十節標記一、管道及管件兩側中間位置采用白色油漆噴刷上“瑞通制造DN**”字樣,字體采用黑體加粗,字體大小見下表三、鋼管與管件的內、外襯層應平整、光滑、無明顯的凸凹不平現象,無明顯波紋、凹
陷、色澤不均及分解變色線。拐角處應圓滑過渡,過渡半徑在 5mm 與 10mm之間。
四、襯塑管、管件100%用電火花檢測儀進行嚴格檢查。
用5~20KV直流電火花檢測儀檢驗,初檢電壓15.0KV;24小時后復檢,復檢電壓8.0KV。檢測時,探頭應接觸襯塑層并以100mm/S左右的速度進行移動,移動時若無電火花出現或未聽到報警聲,則認定熱滾塑層針孔檢查合格。
第九節 刷 漆
一、管道及管件溫度降至50℃以下方可刷漆,外防腐采用紅防銹漆。
二、刷漆前應除去鐵銹、飛濺物、油污等表面雜物。
三、刷漆時,可采用涂刷或噴漆,油漆應涂得均勻一致,不得有氣泡、剝落、龜裂等外觀缺陷。
第十節 標 記
一、管道及管件兩側中間位置采用白色油漆噴刷上“瑞通制造 DN**”字樣,字體采用
黑體加粗,字體大小見下表

二、在管道一側,法蘭外緣用鋼印打上出廠日期:如2007年3月21日,則為07-03-21。
三、合格證內容包括規格、編號、檢驗員、日期、品種等,貼在直管靠近鋼印號法蘭100mm處,三通支管中間位置。
四、采用及時貼密封襯塑端面,以保護密封面保持管內清潔。
五、按規格、尺寸擺放整齊,以待運輸。








